如何提高雙齒輥破碎機輥齒的耐磨性?
雙齒輥破碎機在處理堅硬物料時,很多地方都會產(chǎn)生或多或少的損耗,而整個設備中輥齒作為粉碎環(huán)節(jié)關鍵的一部分,也是最主要的易損件之一,若想使齒輥機發(fā)揮出理想的工作效率,就要加倍重視輥齒磨損這一問題,那么如何提高雙齒輥破碎機輥齒耐磨性成為了廣大用戶的心頭難題,吉宏機械生產(chǎn)經(jīng)營各種破碎機多年,建議大家首先要在輥齒材料的選擇上多加注意,輥齒的制作材料有多種可選,用戶需要做的是根據(jù)自身的實際情況選擇符合需求的一種耐磨材料,才能在源頭上給予用戶一個發(fā)展平臺,使客戶在其他方面上著手采取措施提高齒輥機耐磨性能,下面就為大家總結(jié)了幾點如何提高雙齒輥式破碎機輥齒耐磨性的方法,希望能幫助到大家。(點擊查看更多雙齒輥破碎機相關信息)
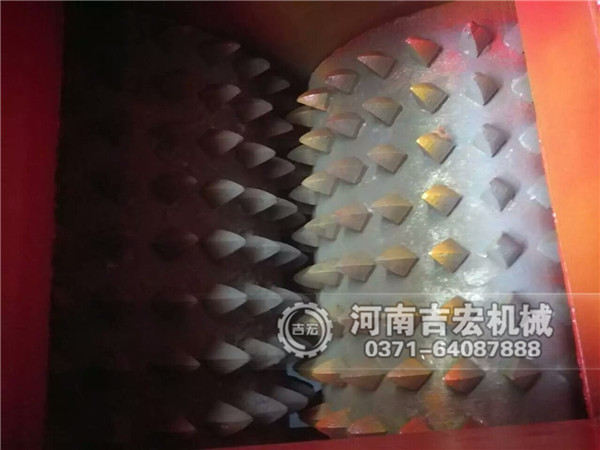
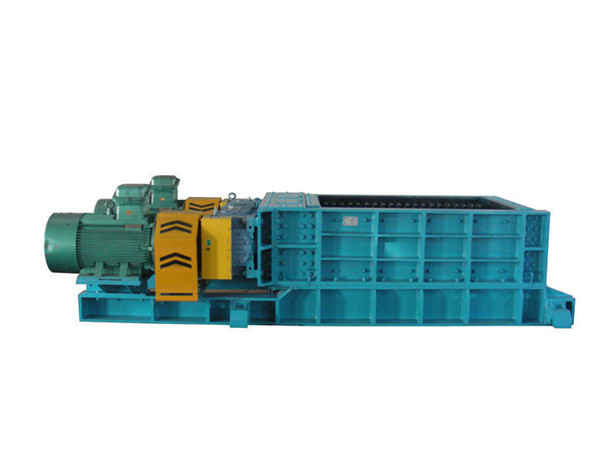
雙齒輥破碎機輥齒配件
1、增加機器輥齒材料采用硬度ZG35調(diào)質(zhì)處理,并在齒板上堆焊層5-8mm的耐磨材料。
2、在輥齒的表面進行堆焊處理。因其材質(zhì)采用高錳合金鋼,焊接性能相對差一點。我們要求 對堆焊的技術含量提高標準。其中重要的是選擇好的焊條,對輥齒進行5~15mm的堆焊處理。
3、合理的分布高、低齒。由于輥齒的非正常磨損,所有齒都磨成了一樣的高度,我們也已經(jīng) 無法分清原來高齒與低齒的具體位置。我們可以根據(jù)高齒與低齒的數(shù)量和布置原則,制定分布方案 ,并在高齒的地方多好標記,以便在焊接中能夠準確的施工。
4、首先,將拆卸下來的齒板在一個平整的平臺上方正。拋光其待焊面。之后采用直流電焊機 ,這里電焊線進行反接。隨后控制焊接層的溫度在100℃以下,分層堆焊至需要的厚度,單層厚度 控制在1.5-2mm。
5、雙齒輥破碎機齒輥的構造通常有兩種型式:一是在鑄鐵芯上套有用高錳鋼(ZG Mn13)鑄成的齒輥,兩端用螺栓緊固,另一種是由高錳鋼鑄成的弓形齒板,裝配在多邊形截而的鑄鐵軸轂上。

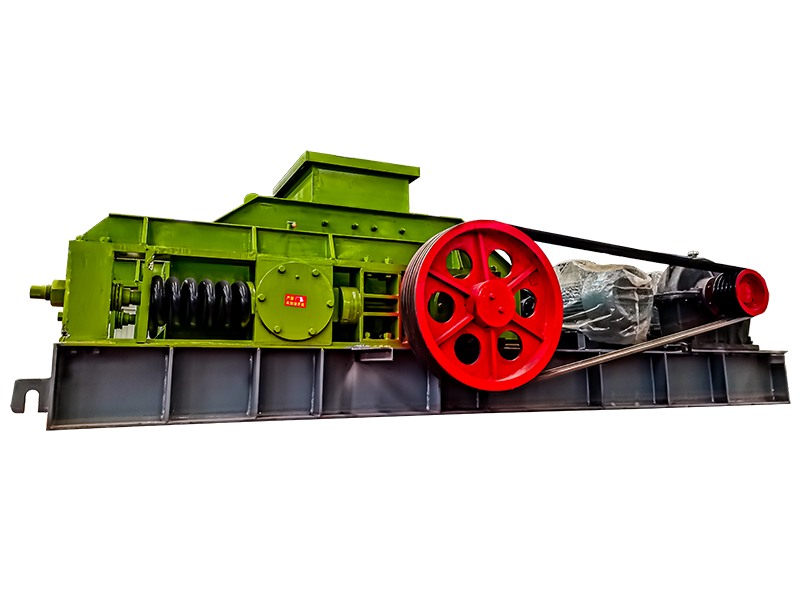
雙齒輥破碎機
雙齒輥破碎機輥齒的耐磨現(xiàn)象是在生產(chǎn)過程中逐漸產(chǎn)生的,所以說在選購時選擇更耐磨的輥齒材料是首要前提,采用上述輔助方法也是提高齒輥耐磨性能的必要手段,另外對于作業(yè)后的設備維護保養(yǎng)和定期檢修也是不能忽視的,三者結(jié)合才能使齒輥機設備達到理想的耐磨效果,設備耐磨性能大幅提高的同時,也能有效降低生產(chǎn)過程中常見故障頻率,節(jié)省客戶的投資成本,給客戶更多的經(jīng)濟保障。